シュリンク包装は、熱収縮性フィルムを加熱して製品に密着させる包装技術です。食品・日用品・出版物・工業部材など幅広い分野で活躍し、外観の美しさと保護性能を両立します。ここでは、フィルムが縮む仕組み、加熱と冷却の要点、工程の流れ、設計時の勘所をまとめます。
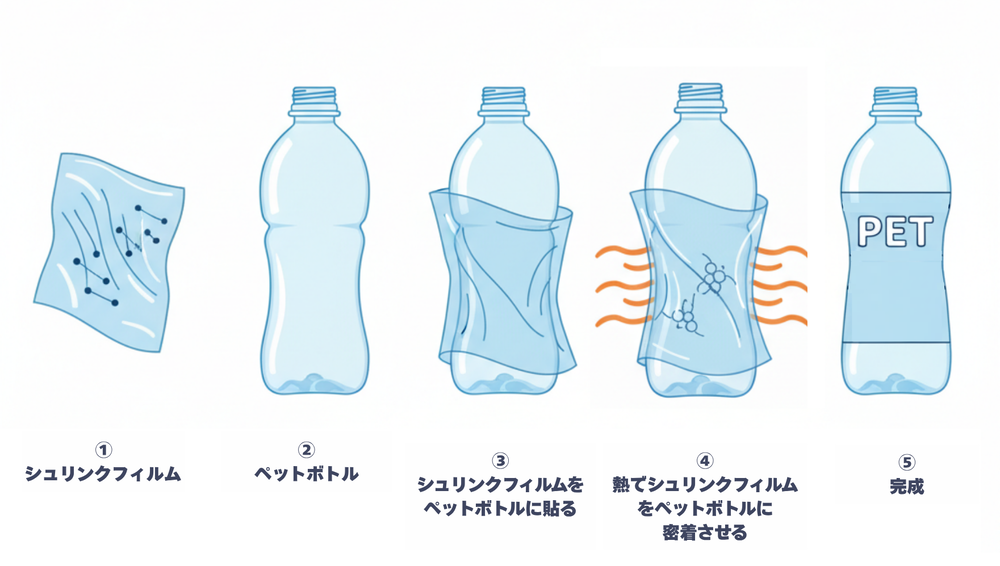
熱収縮性フィルムは、製膜後に引き伸ばして分子を一定方向に揃える延伸を行い、低温で固定した材料です。加熱すると分子配列が元の状態に戻ろうとして縮みます。これが密着の源です。
代表的な材質は、透明性とバランスに優れたPOF(ポリオレフィン)、強度と耐熱に優れるPET、高い収縮性を持つPVC(用途限定)など。設計では、縦方向(MD)・横方向(TD)の収縮率、フィルム厚み、透明性、耐擦過性、封緘適性(シール性)を総合的に見ます。
角の立った箱・曲面ボトル・集合品など形状が多様なほど、MD/TDの比率や厚みの影響が大きくなります。曲率がきつい部位は応力集中が起きやすく、割れ・白化・ピンホールの発生に注意が必要です。

フィルムは一定温度域で急速に収縮します。温度が低すぎると密着不足やしわが残り、高すぎると過収縮や溶融、印刷のにじみが発生します。実機では、温度・時間(滞留)・風量(もしくは蒸気量)のバランスが決定因子です。
加熱方式は主に熱風式トンネルと蒸気式トンネル。熱風式は汎用性が高くライン構成が容易、蒸気式は曲面追従や高収縮が得意です。ボトル胴部・肩部・底部など、部位ごとに熱の当たり方を最適化すると、しわ・耳立ち・角浮きを抑えやすくなります。
冷却は外観安定と寸法固定に重要です。冷却が甘いと後収縮や歪みが進み、表示ズレ・バーコード不読の原因になります。トンネル出口のエアブローや自然冷却区間で、フィルムを落ち着かせます。
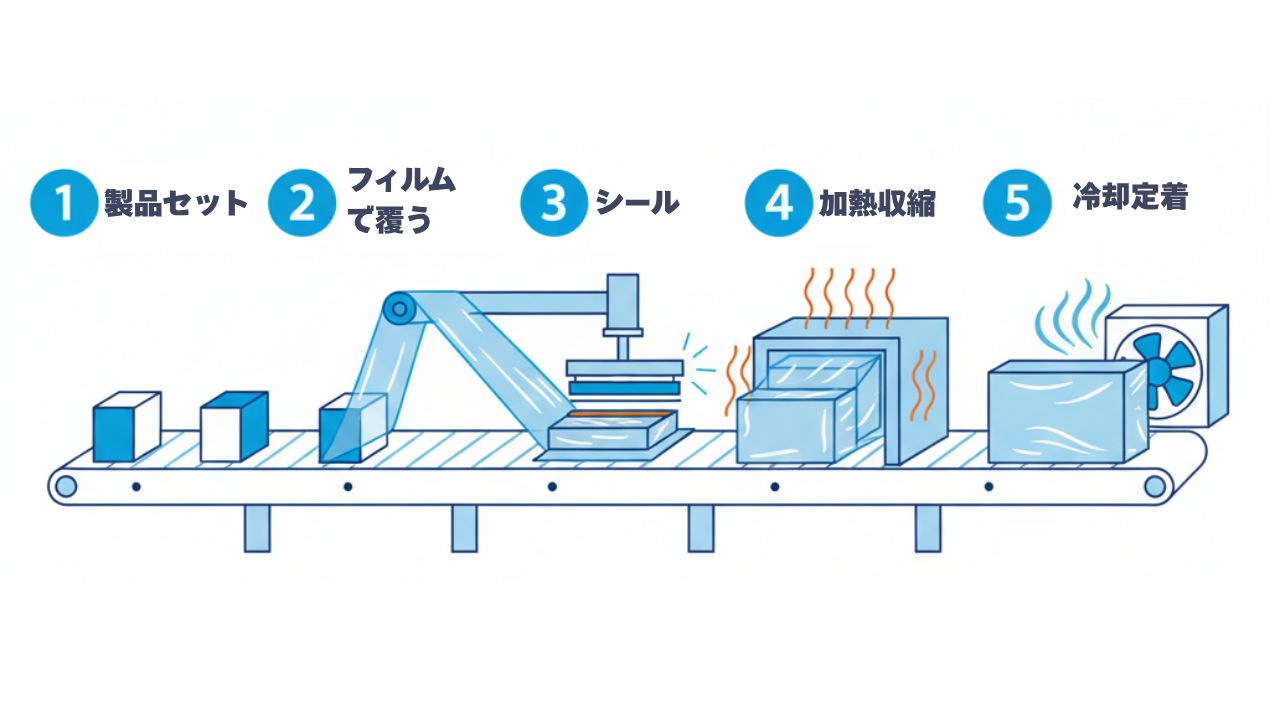
一般的な流れは、製品セット → フィルムで覆う → シール → 加熱収縮 → 冷却定着です。小ロットでは卓上機・手動機、量産ではL型シーラー+トンネル、高速域では全自動ラインやスリーブ装着機を用います。集合包装は台紙・トレーとの組み合わせで安定性が向上します。
供給方式(単品投入/多列供給)、フィルム形態(センターフォールド/スリーブ)、シール方式(L型・サイドシール・インパルス/ヒートバー)も仕上がりに影響します。狙いの見た目・強度・スループットに合わせて構成を選びます。
角・曲面・凹凸の多い形状ほど収縮余裕が必要です。MD/TDのバランスが大きく偏ると、縦皺・横皺が出やすくなります。薄すぎるとピンホールや裂けのリスクが増え、厚すぎると耳だまりや角浮きが目立ちます。形状と保護レベルに合わせて厚みを選びます。
トンネル内は入口・中間・出口で温度勾配を持たせ、熱の当たりを部位ごとに調整します。速度設定は、収縮完了と外観維持の両立を基準に決めます。蒸気式では蒸気圧・噴射角度・ドレン管理が外観を左右します。
温度や時間をいくら精密に設定しても、風が特定の面に偏って当たるとフィルムは不均一に縮み、原理上必ずシワが発生します。理想的な仕上がりには、庫内で風を効率よく循環させ、製品を全方向から優しく包み込むような対流機構が必要です。
この「風の質」を制御することで、局所的な過熱によるピンホールを防ぎつつ、フィルム本来の透明度と光沢を最大限に引き出すことができます。
法定表示・バーコード・二次元コードは、収縮後の最小視認サイズと印字コントラストを基準に版下を作ります。大きく歪む部位を避け、必要に応じて非収縮帯を設けます。艶・ヘイズの変化も商品訴求に影響します。
外観(しわ・白化・耳だまり)、密着度、封緘強度、引裂き性、ピンホール有無、表示判読性、寸法安定性、輸送後の状態変化をチェックします。量産前にライン速度・温度バラツキ・段取り替えの再現性を評価し、作業条件の範囲(ウィンドウ)を決めておくと安定します。
シュリンク包装は、延伸で生まれた分子配向が加熱で戻る性質を利用して密着させる技術です。材質特性、MD/TDの収縮、温度・滞留・風量、冷却の管理が仕上がりを左右します。形状・用途・表示要件に合わせてフィルムと条件を設計し、試作で外観と機能のバランスを確認していくことが、安定した品質への近道です。
「凹凸のある容器を美しく包装したい」(仕上がり重視)、「シンプルな容器を簡単に包装したい」(効率重視)、「複数の容器をまとめて包装したい」(集積重視)という3つの目的別におすすめのシュリンク包装機をご紹介します。

※参照元:日本テクノロジーソリューション公式HP(https://pack.solution.co.jp/lp/)
2025年1月10日調査時点
